با سلام. باعث افتخار است که بگویم دکتر شاهرجبیان و دکتر فرحناکیان هر دو از اساتید من بودند. و این دستاورد را به ایشان تبریک عرض می نمایم. امیدوارم که در سال های آتی نیز از اختراعات این اساتید با خبر شوم. مهران متقی زاده.
امروز : شنبه, ۲۷ تیر , ۱۴۰۵
- تاریخ انتشار : سهشنبه 19 دسامبر 2017 - 7:28
- کد خبر : 36299
- مشاهده : - چاپ خبر

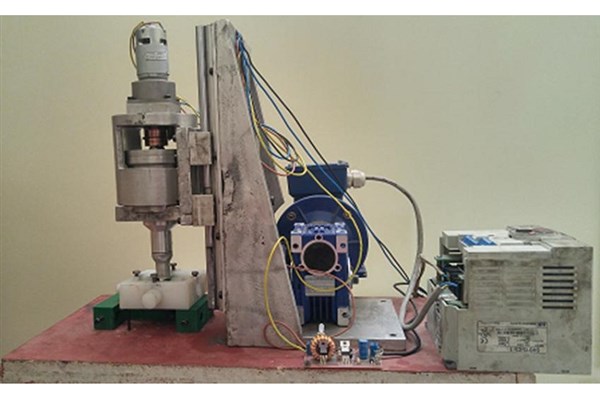
دستگاهی که برای اولین بار در نجف آباد ساخته شد
آنا:دستگاه پرداختکاری با ذرات مغناطیسی به کمک ارتعاشات التراسونیک قطعات لولهای به همت اعضای هیات علمی دانشگاه آزاد اسلامی نجف آباد و برای نخستین بار در جهان ساخته شد. حمزه شاهرجبیان، عضو هیات علمی واحد نجف آباد یکی از مخترعان این دستگاه گفت : «این دستگاه که نخستین ثبت اختراع واحد نجف آباد در سازمان
آنا:دستگاه پرداختکاری با ذرات مغناطیسی به کمک ارتعاشات التراسونیک قطعات لولهای به همت اعضای هیات علمی دانشگاه آزاد اسلامی نجف آباد و برای نخستین بار در جهان ساخته شد.
حمزه شاهرجبیان، عضو هیات علمی واحد نجف آباد یکی از مخترعان این دستگاه گفت : «این دستگاه که نخستین ثبت اختراع واحد نجف آباد در سازمان پژوهش های علمی و صنعتی ایران بوده و به همت و پیام سرائیان برای پرداختکاری قطعات تو خالی با هندسه های غیرمتقارن ساخته شده است.»
شاهرجبیان درباره ایده اولیه برای ساخت این دستگاه اظهار کرد: «در فرآیند پرداخت کاری سنتی مانند هونینگ، عمل پرداخت کاری توسط لقمه سنگ انجام می شود. این روش محدودیت هایی مانند وجود تنش های پسماند، مشکل ساختن ابزار زیر 2 میلیمتر، پرداخت کاری سوراخ های غیراستوانه ای مانند سوراخ مخروطی و عدم رسیدن به زبری 0.025 میکرومتر وجود دارد. این مشکلات باعث شد تا دست به کار اختراع دستگاهی شویم که این مشکلات را برطرف کند.»
عضو هیات علمی واحد نجف آباد، نحوه عملکرد این دستگاه را بیان کرد و افزود: «در این دستگاه به جای لقمه سنگ از ذرات ساینده مغناطیسی (ترکیب ذرات مغناطیسی آهن و ذرات ساینده مانند SiC) استفاده می شود. این کار باعث می شود محدودیت هایی که در روش سنتی با آن مواجه هستیم بر طرف شود.»
شاهرجبیان درباره کاربرد صنعتی این دستگاه خاطرنشان کرد: «از این روش می توان برای پرداخت نهایی قطعاتی که دارای سوراخ های خیلی دقیق و کاملا پرداخت (تلرانس و کیفیت) هستند، استفاده کرد. از جمله این قطعات میتوان از شیرهای هیدرولیکی و سوزن انژکتور نام برد.»
وی در باره مزایای این اختراع گفت: «پرداختکاری داخلی لوله های با قطر پایین (حتی کمتر از 2 میلیمتر)، پرداختکاری داخلی سوراخهای غیر استوانه ایی مانند سوراخهای مخروطی، پرداختکاری لوله هایی که دارای فرم خمیده بوده و ابزارهای پرداختکاری نمی توانند داخل آن بروند، عدم ایجاد تنشهای پسماند مکانیکی و حرارتی به دلیل اینکه نیروهای پرداختکاری بسیار پایین است، رسیدن به زبری سطح های بسیار پایین (کمتر از25هزارم میکرون)، پرداختکاری داخلی لوله های با جداره نازک و استفاده از ارتعاشات التراسونیک به منظور افزایش راندمان پرداختکاری و کمتر کردن زمان فرآیند از مزایایی است که میتوان برای این دستگاه در نظر گرفت.»
لینک کوتاه
برچسب ها
- نظرات ارسال شده توسط شما، پس از تایید توسط مدیران سایت منتشر خواهد شد.
- نظراتی که حاوی تهمت یا افترا باشد منتشر نخواهد شد.
- نظراتی که به غیر از زبان فارسی یا غیر مرتبط با خبر باشد منتشر نخواهد شد.
ارسال نظر شما
مجموع نظرات : 1 در انتظار بررسی : 0 انتشار یافته : 1